
Yorkshire based systems integrator, Oracle Drive Systems Ltd., in conjunction with Sprint Electric, used their expert knowledge and application skills to completely refurbish a large product line for a leading lino manufacturer in the North-East of England.
Lino is a popular and environmental floor covering and was first produced in Staines in 1864. The UK flooring market is still strong and has been reasonably consistent since 2016 at around £2Bn. per annum. The exception was 2020 when national lockdowns caused by the coronavirus prevented installations, and unlike many other industries, floor coverings could not transfer online. But by the end of 2021, the market for flooring materials was forecast to bounce back to previous levels.
OBJECTIVES
This renovation was to a large industrial machine that produces four-metre-wide sheets of lino. The main objective for the project was to tackle obsolescence issues due to ageing drives. Specifically, the aim was to significantly improve machine reliability, control-ability and diagnostics.
ROLLOUT
The refurbishment of the lino manufacturing machine was completed in phases. This was not only so that the investment cost could be split over several stages, but it also prevented any downtime which can be hugely expensive in a production line that normally runs continuously. Each phase was designed so that it could be completed over a long weekend. The machines were stopped early on a Friday and work on each section was then completed over a weekend so that production could re-start early on Monday morning.
BACKGROUND
The lino machine is not only a large machine, but its many processes are complex requiring a multitude of drive applications including winders, accurate tension control, phase locking and web handling. Web handling is the is the process of accurately controlling and manipulating materials in a roll-to-roll format. Maintaining a consistent web tension during processing of a material improves processing time, minimises possible damage and makes the whole process more efficient and therefore profitable.

PROCESS
We look at the lino manufacturing process line below:
STEP 1

At the start of the line a pull roller (PULL ROLL 1) pulls the raw material from an unwind stand. It then passes through an accumulator unwind drive that stores the material temporarily allowing the process to continue uninterrupted, (once the material in a reel has expired, an operator needs to change in a new reel and the accumulator makes time for this). Another roller, (PULL ROLL 2), then pulls the product out of the unwind accumulator.
STEP 2

STEP 3
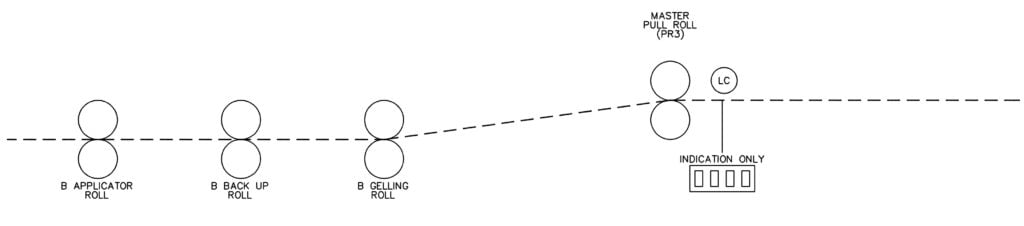
The lino then moves through two sets of rollers, (A and B comprised of back, applicator, gelling and cooling rolls) that coat the lino material, as required. A master pull roll at the end of these process lines controls the overall web speed.
STEP 4
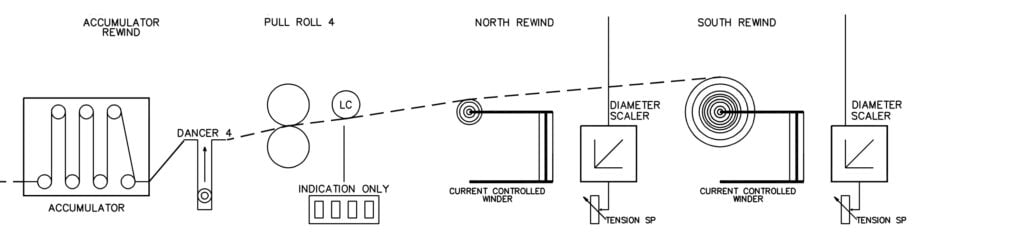
After the two coating process steps, the material travels through a second accumulator and is pulled towards the winding spindles. Here PULL ROLLER 4 stops, allowing the accumulator to raise up and store the incoming material, whilst the full rewind reel is manually spliced onto an empty core.
At the very end of the line a North and a South rewind drives control two spindles that wind up the material ready for ultimate dispatch.
PROCESS CONTROL
The digital DC drives control the process by controlling line speed of the product to high tolerances whilst material is fed through a number of different process operations that manufacture the material. The process is continuous, and the two accumulators are instrumental as they hold the material during splicing of different batches/roll changes.
Tension in the product is vital so is tightly controlled by using feedback devices called “dancers” at suitable sections. The control loops to control the tension are done in the drives default software blocks. As different process are applied to the raw material some of the drive sections are controlled by setting a speed ratio between the sections to maintain required tension.
The drives used to wind up the finished material are centre driven. Here the tension is controlled by the amount of current flowing in the motors instead of using the speed control method described above. This allows the drives to pull the material at a constant torque. As the diameter of the material on the roll builds up, the tension required automatically increases. This maintains a consistent linear tension on the product.
THE RETROFIT
Oracle Systems were able to use the existing motors but replaced the old analogue drives with 15 of the latest PL/X DC drives from Sprint Electric. The PL/X range has built in encoder input so the original tachogenerator units could be swapped out for direct replacement encoders and wired straight into the drives. This provided higher feedback accuracy and stability with no long-term drift that can occur when using tachos. It also allowed the whole machine to achieve higher operating speeds and so increased its productivity.

John Mullins, Director, Oracle Systems commented:
“As well as matching an exact specification of drives to match performance requirements, the major consideration when choosing the replacement drives were available space in the cabinet together. Sprint Electric PL/X15 DC drives were chosen due to their small size, cost effective price and ease of set up, especially for drive-to-drive comms as this provided extra flexibility. Using one drive throughout the processes also meant our client was able to have one common spare for all 15 drives. As well as being cost effective, Sprint also supplied the related auxiliary parts required to swap the original single phase drives for the 3 phase drives such as line chokes and fuses/fuseholders etc.”
John Mullins, Director, Oracle Systems
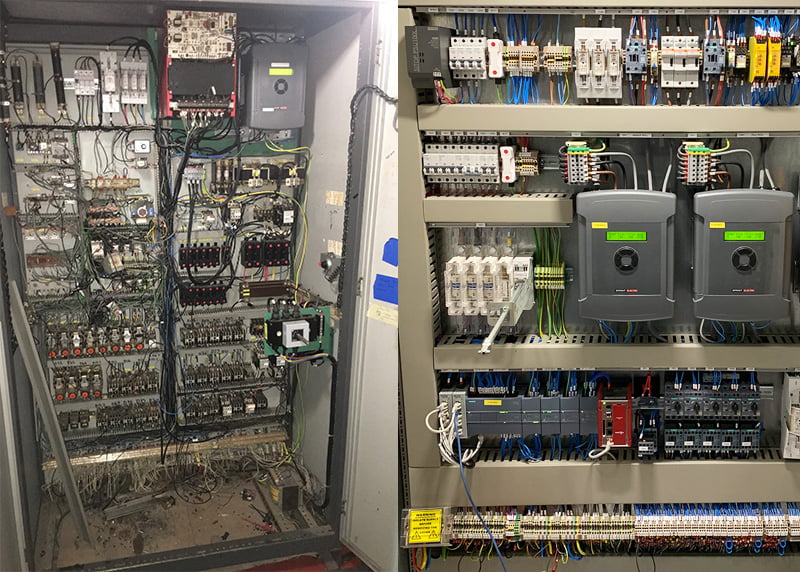
Typical cabinet refurbishment: Before / After
THE DC DRIVE SOLUTION
The PL/X range of digital drives are intelligent, fully programable DC drives with every parameter allocated a parameter number so offering maximum flexibility both internally and between drives and ancillary equipment. With an impressive eight analogue inputs, four analogue outputs, seventeen digital inputs and seven digital outputs all fully configurable the complex system could be configured with ease.
IIoT
Each of the PL/X15 DC drives had a DW221 embedded speedy controller fitted. The DW221 board peer-to-peer ethernet communication uses direct addressing so gives access to every parameter. This meant the PLX DC drives in the system were completely networked. The drives were easily integrated using modbus/TCP protocol to a supervisory system where data could be monitored and changes sent to the drives as required.
Remote I/O units were used in more remote locations on the machine to feedback vital information via the Ethernet network and touchscreens were also added to the network both at the machine and at the remote-control desk. The networked system was also connected to a SCADA system to allow additional data acquisition and high-level supervision of the machine and the process. All included as part of the Ethernet network.
The software programming tool “Savvy” was used to configure the complete system. The software capability allowed Oracle Systems to include Winder functionality as well as current and speed control in the DC drive configuration, with seamless peer-to-peer sharing of drive parameters.
Some signals that were previous done by analogue and digital signals between the drives were done over ethernet comms using the savvy software which reduced wiring requirements, saved on installation time and allowed a flexible approach for any future modifications and adjustments.
An engineer’s workstation on the ethernet network constantly monitors the running condition of the process. The configuration of the system means that both maintenance and monitoring can all be accessed remotely, if required, ensuring that the plant and machine are kept in peak performance.
Using the Sprint drives in conjunction with an ethernet network the whole machine was converted and required very little additional control from a PLC (programmable logic controller). This is essentially an industrial computer control system that continuously monitors the state of input devices and makes decisions based upon a custom program to control the state of output devices. As all the main control functions were performed in the PL/X DC drives the original PLC was adequate and so not replaced. The original analogue signals were wired to the new drives and the ethernet based communications network was used to transfer diagnostic and running data to a supervisory monitoring system. Full drive alarms were also tagged to this to indicate any type of fault that may occur and to display this on the operators display unit.
CONCLUSION
The drive system was retrofitted over long weekends, the work staggered in sections to limit the production downtime and allowed the customer to spread budgets across several key stages. The system was flexible enough to allow this to be competed to with minimum of fuss. The retrofit enabled networking that allowed for remote management and monitoring. It improved lino processing time, minimised waste and ultimately ensured maximum productivity throughout a manufacturing process which was streamlined. It is also easy to configure and futureproof to any further modifications and/or adjustments.
If you have a retrofit project you would like to discuss then contact us here or speak to one of our local distributors in our Worldwide network.
*Thank-you to John Mullins, Director, Oracle Drive Systems for the kind use of his images
